
目前中国制造的最高速易拉罐包装线-乐惠60000CPH易拉罐生产线于2015年11月1日在喜力啤酒嘉善工厂投入生产,全线运行稳定高效,自动化程度高。
乐惠自主研发制造的最新设备:
- 108头流量计电子阀啤酒灌装机

高位易拉罐卸罐机罐层纸隔板及顶板自动取出,自动收集空栈板。采用PLC控制系统,栈板升降机采用电机式,动作稳定。有上升自动定位功能,自动挡罐及检出、空板超高检出、实罐板防撞保护、油温超高保护、入垛静默功能等全套控制保护。

空罐输送采用SystemPlast免润滑网链输送,选用开放式镂空网链,减少罐体磨损。优秀的控制程序确保空罐体之间没有挤压、凹陷;多变单传送、双侧排放收集仓等设计将极少数倒罐迅速排除收集,丝毫不影响空罐高速供应的连续性。

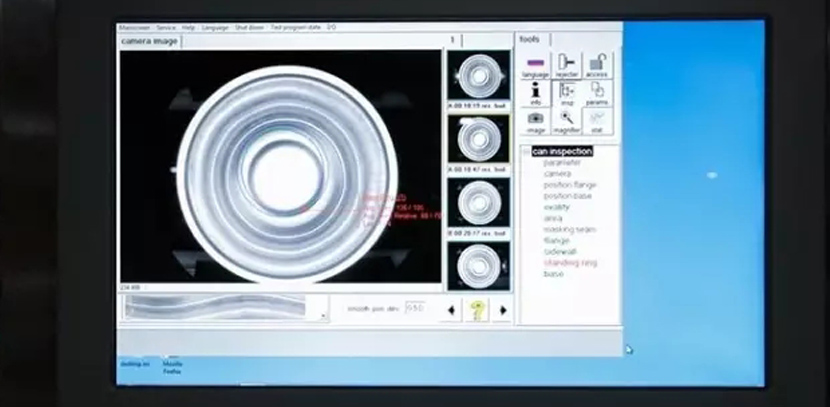
空罐检测
空罐检测通过摄像机箱内的光电传感器作为触发器,在罐子通过时,实时启动摄像和检测分析,能够自动剔出缺陷罐。
冲罐机的机体及管线、相关配件采用不锈钢SUS 304材质;内部专用高压喷嘴可充分冲洗空罐内壁;清洗喷头为专用不锈钢喷嘴(实心锥形);机器外壳大面积可视透明窗口和卡罐排除并兼具耐热模式,同时冲罐水配有回收系统,可重复利用。

采用高精度电子流量计进行计量的电子灌装阀,实现等压灌装;具有二级二氧化碳空罐置换功能,灌装时产品增氧量很低;灌装过程的所有动作包括空气置换、二氧化碳背压、灌酒、卸压,均是自动控制。
灌装阀的所有动密封均采用波纹管或橡胶膜片,无清洗死角,保证阀内处于无菌状态。灌装阀配有自动CIP清洗杯;机架平台为卫生型设计,圆管型环形酒缸,无清洗死角。
配有1.2µm二氧化碳预过滤和0.2µm无菌过滤器,二氧化碳无菌过滤器具有在线自动蒸汽消毒功能。进酒管道配有双座防混阀以取代接管板,防止切换时管道污染。酒缸液位、背压自动控制;切换等径不同罐型,具有自动升降并带有记忆功能;二次利用CO2功能,减少预吹扫CO2耗量;灌装阀液位时序动作由乐惠自主研发的液位控制器来控制。

主要技术质量指标:
- 增氧量小于20PPB。
其核心技术:
电子式液体灌装装置,专利号201210449093.7,2012年已获得国家发明专利。

卷封机
卷封机作为易拉罐线的关键设备,采用安吉丽斯最新型V-8系列卷封机。

自动拆封上盖机是进口荷兰CSW。人工装载储存台,可容纳约30筒202盖。裁纸刀从头至尾裁开包装纸,盖筒旋转后纸皮掉落到下面收集箱。裁纸机构最大可容纳盖筒长度1200mm,具备自动检测剔除反向的盖的功能。

本机为单层链网式隧道喷淋杀菌机,采用节能型集中加热设计。喷淋系统使用圆形喷淋管上加装喷嘴的喷淋方式,喷淋均匀且清洗容易,喷口不易堵塞;共设有十个温区,整机可实行PU值自动实时控制。

实罐输送采用免润滑塑料链板。整线变频无压力控制,确保罐之间无挤压,防止划伤罐身;所有转弯采用动态过渡设计,配备吹干罐口残水设备。

配备全自动纸包机

纸包机出口的箱子经辊筒式输箱,差速转向为短边向前依次经过称重机构,可剔除重量不足的箱子。

配备全自动码垛机,码垛完成的成品由叉车送入仓库。

经过测试和验收,整线各机台表现优异,乐惠团队通过精湛的技术以及严谨认真的工作态度获得了喜力荷兰项目经理的书面表扬。

